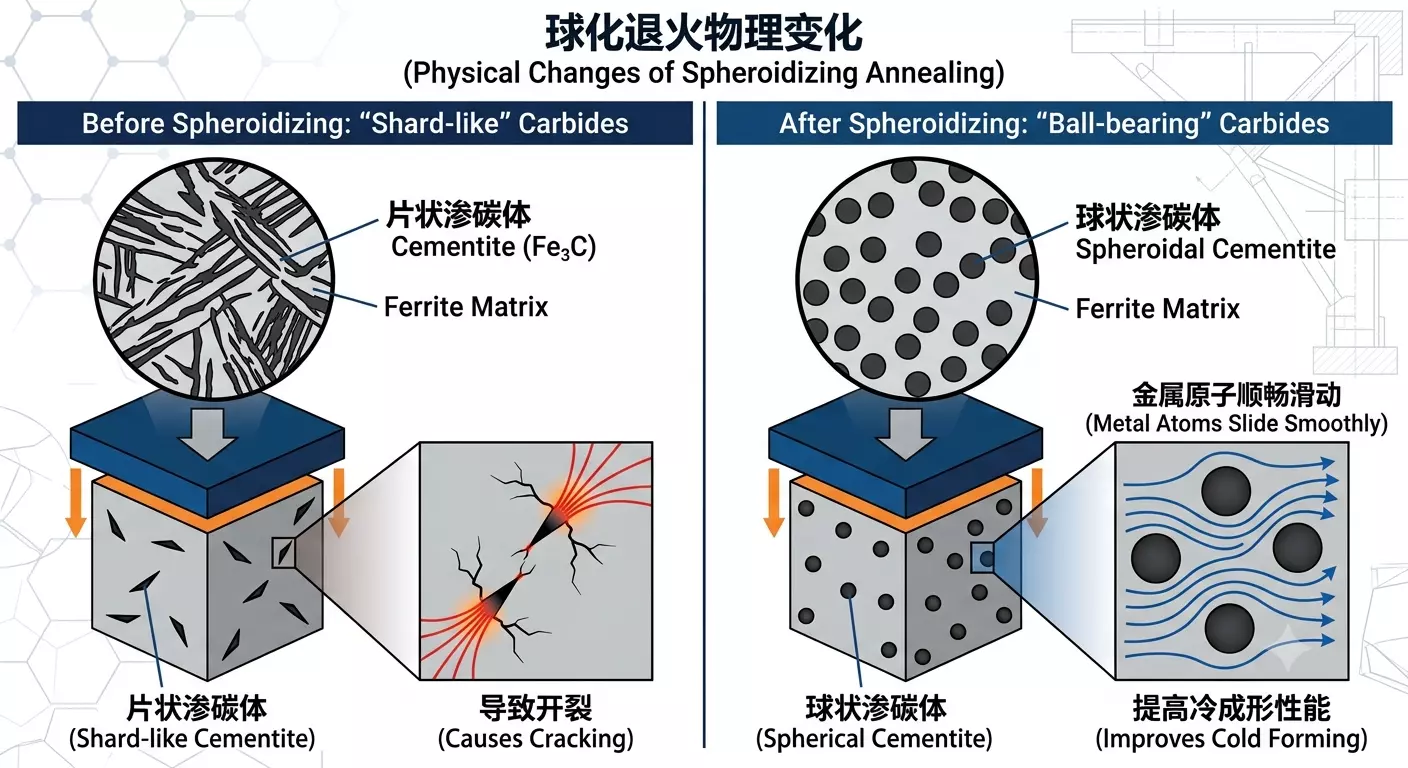
El recocido esferoidizado es un proceso de tratamiento térmico que se utiliza principalmente en acero al carbono medio, acero con alto contenido de carbono, acero al boro, acero aleado y algunos aceros con bajo contenido de carbono que requieren un alto rendimiento de conformado en frío. Su propósito es transformar la cementita (Fedonde C), que originalmente era "laminar" o "reticular" en el interior del acero, en partículas esféricas dispersas mediante calentamiento prolongado y enfriamiento lento.
Cambios físicos: imagine que la cementita escamosa es como un vidrio roto, que es fácil de perforar la matriz de metal y causar grietas; mientras que la cementita esférica es como una bola en un rodamiento. Cuando se aprieta, los átomos de metal pueden rodear estas "bolas". Deslice suavemente.
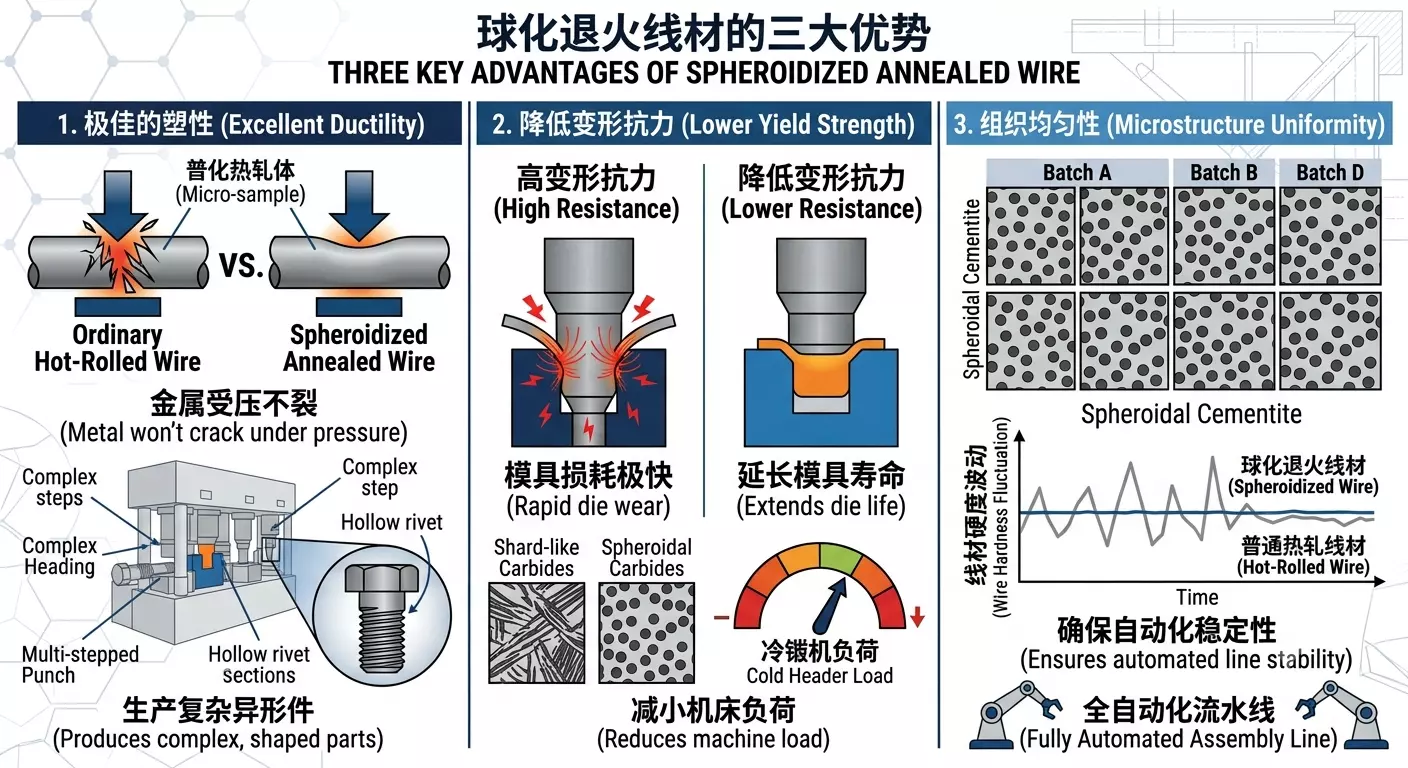
2. ¿Por qué es necesario utilizar alambre esferoidizado para el encabezado en frío?
Los elementos de disco ordinarios (estado laminado en caliente) tienen alta dureza y fragilidad, y el encabezado en frío directo hará que el molde se pierda muy rápidamente, e incluso las piezas explotan directamente. El alambre de recocido esferoidizado tiene las siguientes tres ventajas:
· Excelente plasticidad: cuando el metal está bajo una gran presión, puede deformarse violentamente sin microfisuras. Esto es esencial para la producción de piezas complejas de formas especiales, como remaches huecos y pernos escalonados.
· Reducción de la resistencia a la deformación: reduce la carga de la máquina de cabezal en frío y el molde, y prolonga significativamente la vida útil de los costosos moldes.
· Uniformidad de la organización (Uniformidad de la microestructura): asegúrese de que la dureza del alambre fluctúe muy poco en cada lote, lo que garantiza la estabilidad de la producción de la línea de montaje totalmente automatizada.
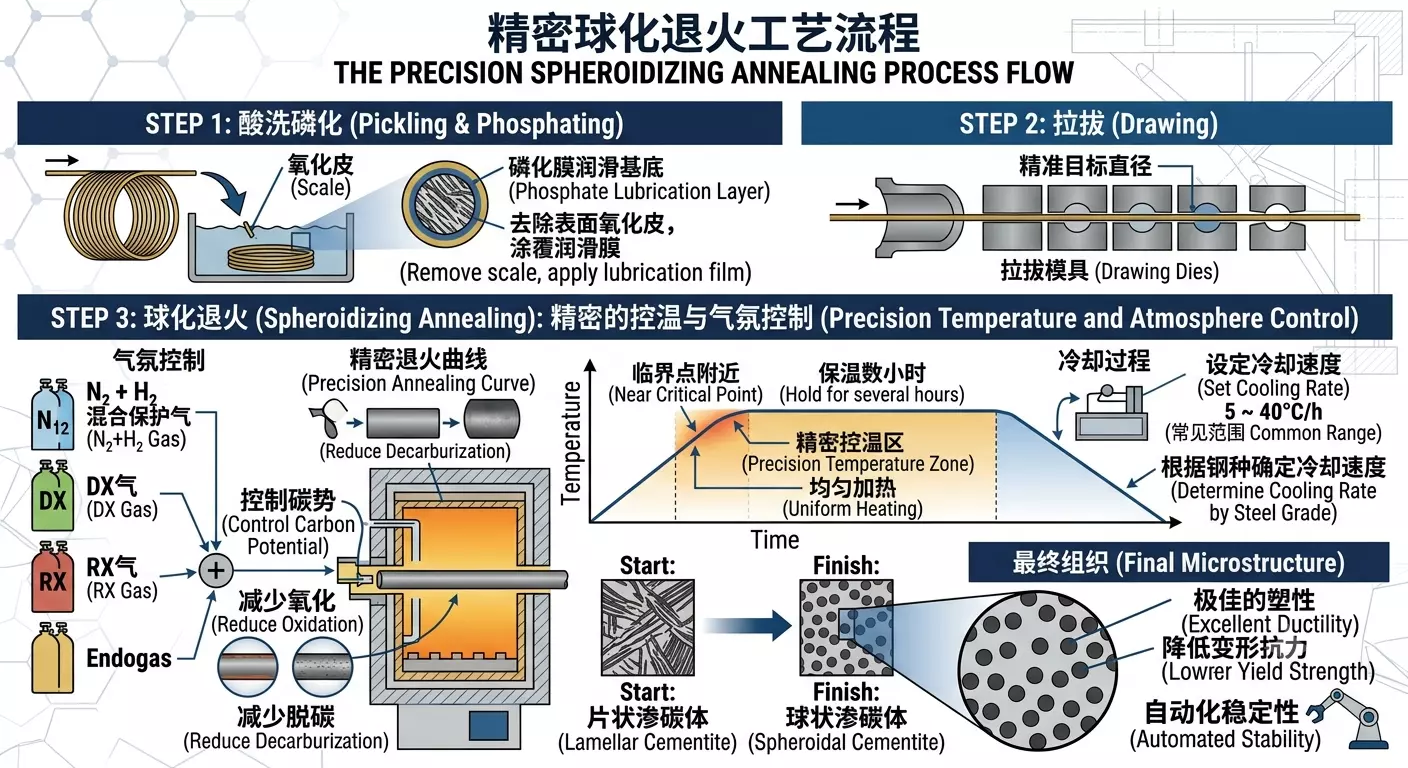
3. Proceso de producción
El recocido esferoidal no es un simple "fuego", es un proceso de control de temperatura extremadamente preciso:
1. Fosfatación de decapado (Pickling & Phosphating): retire la capa de óxido de la superficie y aplique una capa de película de fosfatación como sustrato lubricante.
2. Drawing: tira del cable hasta un diámetro objetivo preciso.
Agitación esferoidizada: en el horno de atmósfera protectora (generalmente se usa la mezcla de gas protector N 2 H, gas DX, gas RX o Endogas para proteger la atmósfera y reducir la oxidación y la descarbonización controlando el potencial de carbono). Caliente cerca del punto crítico, mantenga el calor durante varias horas y luego enfríe a cierta velocidad. La velocidad de enfriamiento debe determinarse de acuerdo con el grado de acero y la organización objetivo, el rango común es de aproximadamente 5 ~ 40 °C/h.
El proceso común de alambre de encabezado en frío debe determinarse de acuerdo con el grado del producto y los requisitos del cliente.
RA:PC-RA
SA:PC-SA
RAIP:PC-RA-PC-D
(S)AIP:PC-SA-PC-D
SAF:PC-D-SA-PC
SAIP:PC-D-SA-PC-D
PASAF:PC-LA-PC-D-SA-PC
PASAIP:PC-LA-PC-D-SA-PC-D
PSASAIP:PC-SA-PC-D-SA-PC-D
Entre ellos:
PC = fosfatación de decapado
LA = recocido a baja temperatura
RA = recocido ordinario
SA = recocido esférico
D = tirar
HD = Bombeo directo
AIP = recocido de proceso
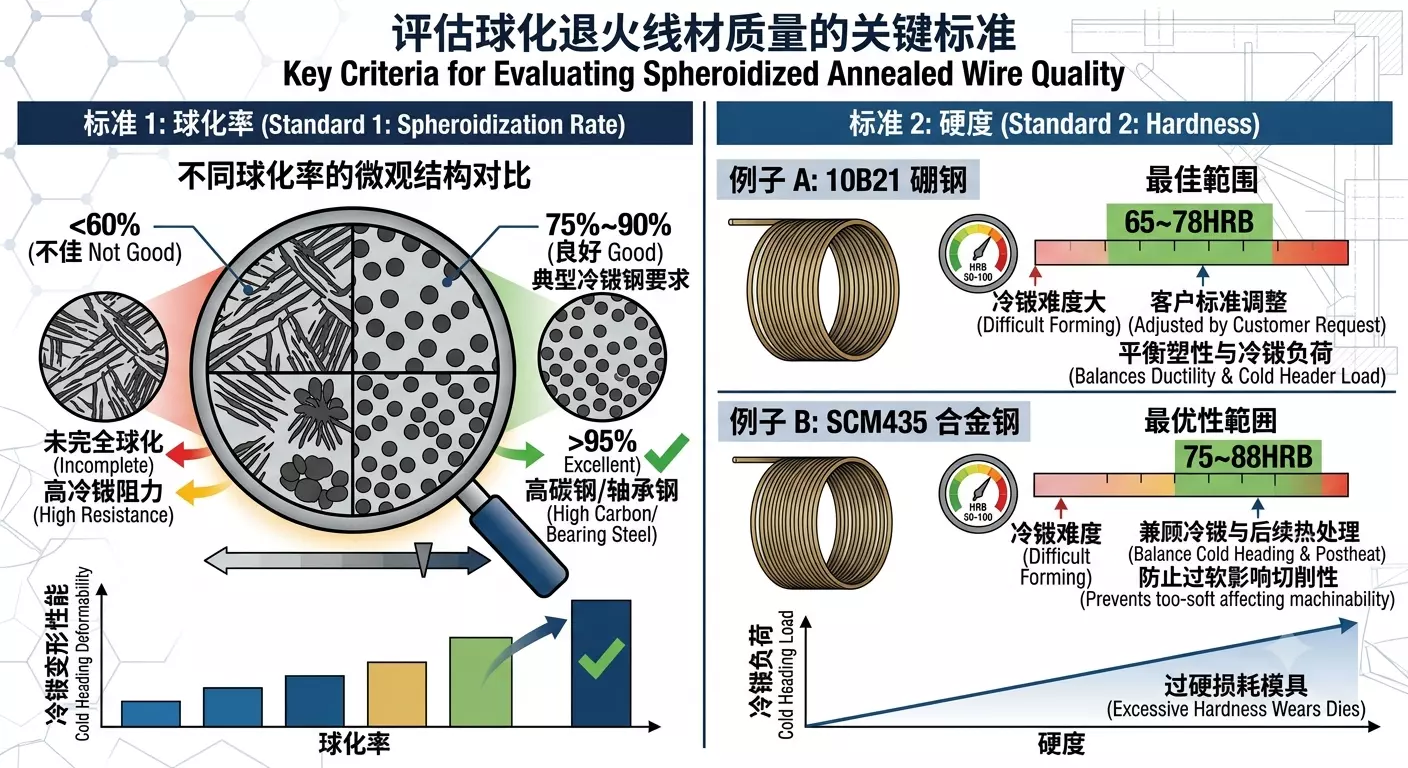
4. Criterios de evaluación de la calidad
Por lo general, hay dos criterios para juzgar si un plato de alambre recocido esférico es bueno o no:
Tasa de esferoidización: los requisitos de tasa de esferoidización deben determinarse de acuerdo con el tipo de acero y el uso final. Generalmente, el acero en frío requiere alrededor del 60% ~ El 90%, el acero con alto contenido de carbono y el acero para rodamientos generalmente requieren niveles más altos de tejido esférico.
Dureza: por ejemplo, después de la esbolización 10B21, la dureza generalmente se controla a 65 ~ Rango 78HRB, ajustado de acuerdo con la dificultad del encabezado en frío y los requisitos del cliente. SCM435 Después de la esbolización, la dureza generalmente se controla a 75 ~ Rango 88HRB para tener en cuenta el rendimiento del encabezado en frío y los requisitos de tratamiento térmico posteriores.